












در فرآیند جوشکاری، برای انجام صحیح جوشکاری باید در مورد انواع اتصالات جوشکاری و حالت های جوشکاری ممکن اطلاع داشتــه باشیم تا بتوانیم به بهترین نحو ممکن ، جوشکاری را انجام بدهیم . در فرآیند جوشکاری ، اتصالات جوشکاری لبههای مورد نظر را به هم پیوند یا متصل میکند ، برای جوشکاری دو قطعه ۵ حالت مختلف برای اتصال وجود دارد ، که شامل لب به لب، لب رویهم، سپری، گونیا و پیشانی است کــه در ادامه انواع آنها را مشاهده می کنید .
اتصال لب به لب Butt Joint اغلب برای متصل ساختن انتهای ورقهای مسطح با ضخامتهای نسبتاً مساوی مورد استفاده قرار میگیرد. ، وقتی که در اتصال لب به لب از جوش شیاری با نفوذ کامل استفاده شود، اندازه اتصال به حداقل خود رسیده و ظاهر آن بسیار خوشایند تر از انواع دیگر اتصالات می شود.
اتصال پوششی یا لب روی هم Lap Joint معمولترین نوع اتصال است. این اتصال دو مزیت عمده دارد یکی سادگی فرایند یعنی اینکه ساخت قطعات در این نوع اتصال احتیاج به وقت زیاد، به میزانی که در انواع دیگر اتصالات جوشی مورد نیاز است، ندارد. قطعات میتوانند بر روی هم کمی جابجا شوند تاخطاهای کوچک ساخت را پوشانده یا تنظیم طول را عملی سازند و دیگری سادگی اتصال لبههای قطعات متصل شونده احتیاج به آمادگی خاصی ندارند و اغلب برش عادی خورده یا با شعله بریده میشوند. در اتصال پوششی اغلب از جوش گوشه استفاده میشود.
از اتصال سپری یا اتصال تی شکل Tee Joint در ساخت نیمرخهای مرکب به شکل T و I، تیر ورقها، سخت کنندههای تحت بار، آویزها، نشیمنهای طاقچهای و عموماً قطعاتی که با زاویه با هم جفت می شوند.
اتصال گونیا یا اتصال گوشه ایی Corner Joint عمدتاً در ساخت مقاطع جعبهای مستطیل شکلی که تیرها و ستونهای مقاوم در برابر پیچش را تشکیل میدهند، مورد استفاده قرار میگیرد.
اتصال پیشانی یا لبه ایی Edge Joint اغلب نقش سازهای به عهده ندارد و مورد استفاده آن معمولاً در نگهداری دو یا چند صفحه در یک سطح و یا نگهداری امتداد اولیه عضو است.
به جوشی که در شیار بین دو عضو یک اتصال ساخته می شود ، جوش شیاری Groove Weld گفته می شود . جوشکاری در اتصال لب به لب از این نوع است .
جوش گلویی Fillet Weld با مقطع تقریباً مثلثی شکل که زاویه مابین دو اتصال تقریباً قائم است مانند جوشکاری در اتصالات لب روی هم ، اتصال سپری یا اتصال تی شکل و اتصال گونیا یا اتصال گوشه ایی از این نوع است .
جوشی که در داخل یک سوراخ دایره ایجاد شده که این سوراخ از روی هم قرار گرفتن دو سطح روی هم به وجود می اید، جوش انسدادی Plug Weld گفته می شود .
جوشی که در داخل یک سوراخ بیضی شکل ساخته می شود و از روی هم قرار گرفتن دوسطح به وجود می آید، جوش دکمه ای Slot Weld گفته می شود
هرچند فرآیند آماده سازی لبه ها برای جوشکاری باعث افزایش هزینه می شود اما به دلایل زیادی از جمله نفوذ بهتر جوش ، تمیزی فرآیند جوشکاری و… حتماً باید این کار انجام شود .
در فرآیند جوشکاری انواع مختلفی از اشکال لبه ها مورد استفاده قرار می گیرد که نوع و شکل آنها با توجه به پارامترهای زیر تعیین می گردد :
به طور کلی هدف از فرایند آماده سازی لبه ها برای جوشکاری این است که کمترین مواد مصرف شوند و فرایند آماده سازی لبه ها با حداقل هزینه انجام شود، برای هر یک از اتصالات لب روی لب، لب روی هم، گوشهای، تی شکل، و لبه ای یا پیشانی فرایند مختلف آماده سازی لبه ها برای جوشکاری را باید انجام دهیم .
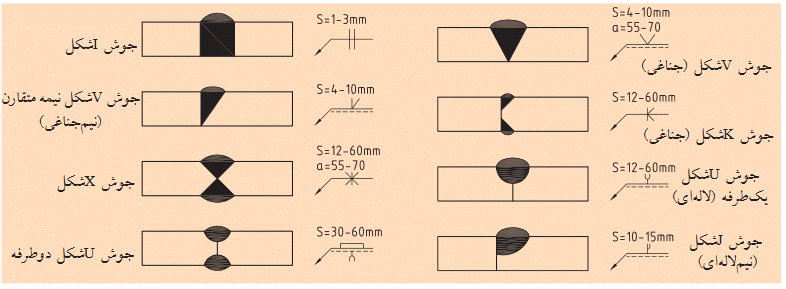
در بسیاری از موارد قبل از انجام فرآیند جوشکاری به علت ضخامت زیاد قطعه مورد جوشکاری ممکن است جوش تا عمق مورد نظر نفوذ نکند که همین موجب عیب در جوش و عدم استحکام کافی جوش می شود، پس برای جلوگیری از این مشکل بهتر از است لبه های مورد جوشکاری قبل از فرایند پخ بخورند که شکل این نوع پخ بستگی به نوع جوش و امکان ایجاد پخ متفاوت است. در شکل زیر انواع آن را مشاهده می کنید.
علت آماده سازی لبه ها، هرچند باعث افزایش هزینه ها می شود اما به دلایل زیادی از آن استفاده می شود که در ادامه تعدادی از مهمترین این عوامل را بررسی می کنیـم.
۱) فراهم کردن نفوذ لازم در جوشکاری
۲) ملاحضات خستگی
۳) کاهش تمرکز تنش
۴) دسترسی برای انجام جوشکاری
حالت جوشکاری عبارت اند از موقعیت اتصال و قطعه کاری که باید جوشکاری شود در یک حالت خاص می توان موقعیت اتصال دو عضو را مانند شکل زیر در نظر گرفت .
در این حالت فرایند جوشکاری به صورت افقی انجام خواهد شد و جوشکاری از بالای قطعه کار شروع می شود و خط جوش به صورت افقی است .
در این حالت قطعه کار قائم است و خط جوش به صورت افقی انجام خواهد شد .
در این حالت قطعه کار به صورت عمودی خواهد بود و خط جوش به صورت عمودی از بالا به پایین یا از پایین به بالا ریخته خواهد شد .
در این حالت قطعه کار به صورت افقی است و جوشکاری در زیر قطعه کار انجام خواهد شد و انتقال مذاب از الکترود به طرف بالای آن می باشد، باید توجه داشت این حالت از جوشکاری یکی از سخت ترین حالت های جوشکاری است. در صنعت بر اساس کد (ASME (QW-405 قطعات مورد جوشکاری را تفکیک بکنند ، کد منحصر به فردی اختصار می دهند
حالت های جوشکاری لوله ، مشابـه حالت های جوشکاری ورق است با این تفاوت که در جوشکاری لوله به علت شرایط خاصی که ناشی شده از نحوه قرار گیری لوله است ، ممکن است متفاوت باشد. برخی از حالت های جوشکاری مانند 5G و 6G مختص جوشکاری لوله است و در جوشکاری ورق این دو حالت را نداریم .
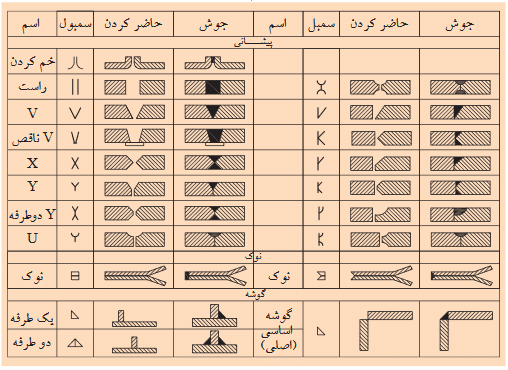
انواع جوش و مشخصات آن با نمادهای استاندارد مشخص می گردد که خود گویای اطلاعات کاملی از مشخصات جوش هستند و در شکل زیر انواع نماد های جوشکاری را مشاهده می کنید .
منبع : https://123sanat.com/types-fittings-welding-and-positions-positions/
