












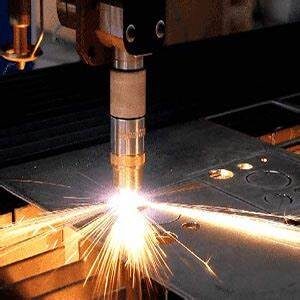
برش پلاسما از جمله روش هایی است که برای نقش دادن به سطوح فلزی مورد استفاده قرار می گیرد. برش پلاسما، از جمله برش هایی است که برای فلزات و سایر سطوح کاربرد دارد. برش پلاسما با استفاده از حرارت بسیار بالایی که در پلاسما وجود دارد، این عملیات را انجام می دهد و موجب نقش های مختلفی بر روی فلزات می گردد. به عبارتی دیگر، برش پلاسما با حرارت بسیار بالای خود، قسمت هایی از فلز را از بین می برد.

در سال 1960 برش پلاسما از جوش پلاسما به وجود آمد و بیست سال بعد برش پلاسما به عنوان یک روش بسیار عالی برای برش ورق و فلزات استفاده شد. برش پلاسما مزیت های بسیاری نسبت به برش فلز دارد که شامل موارد زیر است:
دستگاه برش پلاسما برای زمان هایی که نیاز به تکرار الگوی برش وجود دارد، بسیار مفید می باشد. برای مثال برای تولید بسیار زیاد از یک نمونه از برش پلاسما استفاده می شد. از روش CNC برای دستگاه های برش پلاسما در سال 1980 استفاده شد و این امر باعث شد انعطاف بیشتری برای تولیدات مورد نیاز بازار به وجود بیاید. برش پلاسما هنوز دارای محورهای x و y فقط بود و تنها قادر به برش الگوهای تخت و صاف بود.
پلاسما هادی جریان الکتریسته می باشد. با واردکردن انرژی الکتریکی از طریق یک الکترود (عنصر فلزی یا تنگستن)، گاز حالت خود را از دست داده و هادی الکتریسیته می گردد. با افزایش مقدار انرژی قوس پلاسمای داغ شکل می گیرد. ماشین برش پلاسما با جمع کردن (منقبض کردن) قوس ایجاد شده و فشردن آن از طریق یک محیط متمرکز (یعنی نازل) این انرژی نیرومند را کنترل می نماید.با افزایش فشار هوا و افزایش شدت ولتاژ، قوس داغ تر شده و قابلیت بریدن فلزات ضخیم تر با حداقل تمیزکاری لازم را پیدا می کند.
با یک منبع نیرو، ترچ یا مشعل پلاسما، هوای فشرده، نیروی الکتریکی و الکترودهای مناسب، ماشین های پلاسما توانایی برش سریع و دقیق هرگونه فلز مانند آلومینیوم, فولاد ضدزنگ, برنج و مس را با ضخامت بیش از 5 سانتیمتر دارا می باشند. در برش پلاسما نیاز به گرم کردن اولیه قطعه وجود ندارد. پلاسما عرض برش باریکی را ایجاد می نماید. در برش پلاسما ناحیه کوچکی از قطعه تحت تاثیر حرارت قرار می گیرد که این از تابیدن قطعه جلوگیری می کند. برش پلاسما بیشتر برای برش قطعات فلزی با ضخامت کم (تا 2 اینچ) استفاده می شود.
گازی سمی توسط پلاسما تولید می شود, بنابراین الزامی می باشد که به روشی بهینه این گاز از محیط خارج شود. یک روش استفاده از میزهای مکنده دود می باشد. این میزها به چند قسمت تقسیم می شود و دستگاه در هر قسمت که کار می کند دریچه های آن قسمت باز می گردد و دود با استفاده از فن های مکنده خارج می شود. روش دیگر استفاده از یک هود در بالای دستگاه یا بالای تورچ برش می باشد. حتما باید از عینک محافظ چشم استفاده شود.
