












یکی دیگر از مواردی که هنگام لاین چک باید بررسی شود و اهمیت بالایی دارد، درست نصب شدن فلنجهاست. اصولاً فلنجها ابزارهایی هستند که این امکان را به ما میدهند که بدون دردسر و هزینۀ زیاد، بخشی از لوله کشی را جدا کرده و دوباره سرِ هم کنیم. اما اگر از این مزیت درست استفاده نشود، سیستم لوله کشی ممکن است آسیبهای جدی ببیند. از شایع ترین اشکالاتی که هنگام فیت آپ و یا با وجود فیتآپ صحیح، در هنگام جوشکاری بروز میکند، ناهمراستایی فلنجهاست.
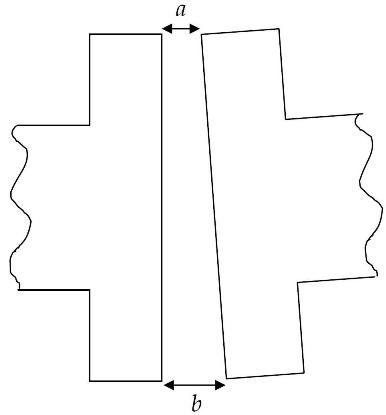 فلنجهایی که در شکل میبینید، همراستا نیستند و فاصلۀ فیس (صورت) دو فلنج در دو نقطه بیشترین اختلاف را با هم دارد که آنها را با a و b نشان میدهیم. در حالت درست، این اختلاف باید صفر باشد، اما همیشه در اجرا انحرافهایی از شرایط آرمانی وجود دارد که وظیفۀ ناظر محدود کردن این انحرافها به مقادیر پذیرفتنی است.
فلنجهایی که در شکل میبینید، همراستا نیستند و فاصلۀ فیس (صورت) دو فلنج در دو نقطه بیشترین اختلاف را با هم دارد که آنها را با a و b نشان میدهیم. در حالت درست، این اختلاف باید صفر باشد، اما همیشه در اجرا انحرافهایی از شرایط آرمانی وجود دارد که وظیفۀ ناظر محدود کردن این انحرافها به مقادیر پذیرفتنی است.
مقدار مجاز برای a − b را مشخصه های پروژههای مختلف به صورتهای مختلفی بیان کرده اند که بعضی از آنها سخت گیرانه اند. مثلاً مشخصۀ فازهای 17و18 پارس جنوبی این مقدار مجاز را کلاً 1 mm بیان کرده که به نظر من کمی سختگیرانه است و عملاً نمیتوان پیمانکار را به اجرای آن وادار کرد. اما مشخصۀ یکی از شرکتهای پتروشیمی به این صورت بیان کرده بود که a − b مجاز برای فلنجهای با قطر تا 60 cm به ازای هر 20 cm باید 1 mm و برای قطرهای بالاتر از 60 cm باید 3 mm باشد. یعنی تحت هیچ شرایطی بالاتر از 3 mm مجاز نیست.
اما پیش شرط چنین اندازه گیری شل بودن مهرههای فلنج است، به گونه ای که نیرویی از طرف پیچها به آن وارد نشود. پس هنگامی که ناظر سرِ خط حاضر میشود، فلنج ها باید شل باشد، و اگر چنین نباشد باید از پیمانکار بخواهد ابتدا مهرههای فلنج را شل کند و سپس فاصله های میان فلنجها را در نقاط مختلف اندازهگیری کند.
مطالبی که تا به حال گفتیم مربوط به خطوطی بود که به فلنج تجهیز یا به فلنجهای خطوط دیگر وصل میشوند. اما ممکن است ادامۀ خطی که قرار است تحویل بگیریم هنوز اجرا نشده باشد و روبروی فلنج انتهای خط، فلنج دیگری نباشد که در این حالت مقادیر a وb دیگر وجود ندارد که قابل اندازه گیری باشد. در چنین حالتی باید خط به تنهایی با تراز بررسی شود و حباب تراز نباید از خطوط محدود کننده خارج شود و بررسی های تکمیلی روی خط روبرویی انجام شود. دو راه برای اصلاح این عیب هست که بسته به بزرگی آن پیشنهاد می شوند.
راه اول که با نام recap شناخته می شود برای ناهمراستایی های کوچک به کار می رود و عبارتست از برداشتن برآمدگی روی جوش با سنگ در زاویه ای که فلنج برآمده است و جوشکاری مجدد رویۀ جوش.
راهکار دوم هم که کار بیشتری می برد و خرج بیشتری را هم برمی دارد همانا بریدن جوش و جوشکاری دوبارۀ فلنج است که اصطلاحاً به آن cut out می گویند.
مطب دیگری هم باید عرض کنم این است که در فلنج های با قطر بالا، چنانچه یک جوشکار عملیات جوشکاری را انجام دهد، کشیده شدن فلنج به یک سمت اجتناب ناپذیر خواهد بود. برای جلوگیری از این حالت، باید پاس های اول را دو جوشکار به طور همزمان و با زاویۀ 180º نسبت به همدیگر انجام دهند تا جوشکاری حالت متقارن داشته باشد. تنظیم آمپر دستگاه جوشکاری هم می تواند تا حدودی از این عیب جلوگیری کند.
منبع :https://piping.blogsky.com/1391/03/05/post-27/
